FRP玻璃鋼復合材料論壇
標題: 專為拉擠問題而生,誰有問題想著找我好了! [打印本頁]
作者: 鄧海岸 時間: 2004-12-13 14:45
標題: 專為拉擠問題而生,誰有問題想著找我好了!
E-mail:pultrusion@sina.com
作者: laney 時間: 2004-12-13 14:53
< >好啊!歡迎常來看看~~~~~~~~~~</P>[em27]
>好啊!歡迎常來看看~~~~~~~~~~</P>[em27]
作者: 鄧海岸 時間: 2004-12-14 12:15
<>感謝版主先生對我的支持,我已有兩年沒有搞拉擠了,這兩年在搞高壓玻璃鋼管道,但對拉擠情有獨鐘,它花費了我五年的心血。我的主要目的是想:</P><>1、與大家控討有關拉擠的新工藝、新技術(象pullwinding、thermoplastic pultrusion、vacuum pultrusion、microwave assisted pultrusion、braiding pultrusion等);</P><>2、有關拉擠的新產品(象fiberbar、rebar、carbon fiber composite continuous sucker rod、CIM scanner track-RP specialty等);</P><>3、我國拉擠工藝的現有問題和發展方向;</P><>4、國內外相關的標準、規范。</P><>等等。</P><>誠請各位參與討論,提出問題,謝謝。</P>
作者: 洋洋得意 時間: 2004-12-15 22:31
歡迎高手到來!(下次英文翻譯翻譯,俺看不懂)[em01][em01][em01]
作者: laney 時間: 2004-12-16 10:38
<>用詞霸~~~~~呵呵</P>[em01][em01][em01][em07][em07][em07]
作者: 鄧海岸 時間: 2004-12-16 11:27
<>能讓我貼圖嗎?有些產品我也叫不出名字,只能大家一起來起名了。</P><>多給我點“star”啊,謝謝,祝各位圣誕快樂!</P>[em04]
作者: laney 時間: 2004-12-16 11:31
<>可以上傳圖片的呀?!</P>
作者: 鄧海岸 時間: 2004-12-16 13:19
<>try.</P><> </P>
作者: 鄧海岸 時間: 2004-12-16 13:22
我不會(copy后,粘不上來。),麻煩Laney教我,謝。
作者: 鄧海岸 時間: 2004-12-16 14:04
<B>以下是引用<I>laney</I>在2004-12-16 10:38:51的發言:</B>
<>用詞霸~~~~~呵呵</P>[em01][em01][em01][em07][em07][em07]
Laney,你在嗎?請教我貼圖啊!!!
作者: laney 時間: 2004-12-16 14:23
<>在在在~~~~~來了來了哦~~~~~~</P><>[em06]</P><>不是COPY,點擊回復,在當前心情下一項就是文件上傳類型,用它上傳圖片,一天只能傳5個文件(文件大小還有限制哈)</P>
作者: 鄧海岸 時間: 2004-12-16 14:54
標題: 今天發兩件產品
Laney,能給我大一點的上傳文件間嗎?先謝了。超過200K就不行。
作者: 鄧海岸 時間: 2004-12-16 14:56
Laney,我上傳完了,看不到啊?請指點。
作者: laney 時間: 2004-12-16 14:57
<>別謝,沒用,我不是管理員的~~~~~無權啊[em03]</P><>壓縮一下嘛!</P>
作者: 鄧海岸 時間: 2004-12-16 14:59
對了,我上傳的是圖文文件。
作者: laney 時間: 2004-12-16 15:07
<>很容易呀??</P>
<>我傳一個卷管工藝原理圖試試??</P>
<>
</P>
[此貼子已經被作者于2004-12-16 15:08:37編輯過]
作者: 鄧海岸 時間: 2004-12-16 16:09
作者: 鄧海岸 時間: 2004-12-16 16:12
圖會了,那圖文文件怎么辦,是word文檔的。請教Laney先生。
作者: laney 時間: 2004-12-16 16:18
COPY
作者: 鄧海岸 時間: 2004-12-16 16:26
四、各類電線桿</B><p></p></B></P>1</B>、產品式樣圖片</B><p></p></B></P> <p></p></P> 生產工藝過程 安裝<p></p></P>2</B>、產品特點</B><p></p></B></P>Lightweight (輕質</B>)<p></p></P>Up to 80 Year Life(壽命長達</B>80</B>年</B>) <p></p></P>Non-conductive (不導電</B>)<p></p></P>Doesn\'t require toxic wood preservatives or pesticides(不需防腐處理</B>) <p></p></P>No treatments or periodic inspections required (不需維護</B>)<p></p></P>Ease of installation and material handling(運輸安裝方便、經濟</B>) <p></p></P>
作者: 鄧海岸 時間: 2004-12-16 16:27
圖看不到,請教!
作者: laney 時間: 2004-12-16 16:45
呵呵!!圖片單獨上傳[em06][em06][em06]
[此貼子已經被作者于2004-12-16 16:46:39編輯過]
作者: 鄧海岸 時間: 2004-12-16 17:05
唉,我這“人”腦。謝了,Laney 先生。
作者: 鄧海岸 時間: 2004-12-16 17:21
標題: 幾張圖,拉擠產品
幾張圖,拉擠產品
作者: 鄧海岸 時間: 2004-12-16 17:27
作者: laney 時間: 2004-12-16 17:35
那外國佬得小心了喲!如果不小心,嘿嘿!!![em01][em01][em01]
作者: 鄧海岸 時間: 2004-12-17 10:26
標題: pultrusion的簡單工藝過程圖
全自動化,哈哈!!!
作者: 龍飛龍翔 時間: 2004-12-17 12:02
<>好圖~</P>
作者: 鄧海岸 時間: 2004-12-17 13:00
標題: 電線桿是這樣生產的
<>
仔細看它的生產過程中與我們不一樣的東西,或許對我們有好處。</P>
<>另外幾張圖隨后。</P>
作者: 鄧海岸 時間: 2004-12-17 13:03
標題: 電線桿是這樣生產的
對不起,我今天上傳不了了,促進劑先生有規定,每天只能傳5張,明天吧!
作者: fullmark-yjh 時間: 2004-12-17 13:53
<>樹脂是泵到模腔里的吧?</P><>好象還是履帶牽引啊!</P>
作者: 促進劑 時間: 2004-12-17 14:27
圖片問題可以參看公告,有個貼圖連接,目前論壇空間有限,不能隨意開放貼圖權限,不過我正在想辦法解決服務器的問題,相信很快就可以隨便貼圖和上傳文件了!
作者: 促進劑 時間: 2004-12-17 14:27
歡迎樓主常來!
作者: 鄧海岸 時間: 2004-12-17 15:10
標題: 關于浸漬的事
<B>以下是引用<I>fullmark-yjh</I>在2004-12-17 13:53:44的發言:</B>
<>樹脂是泵到模腔里的吧?</P>
<>好象還是履帶牽引啊!</P>
<>Fullmark-yjh先生,這種拉擠方式叫動態RTM,也就是我們平時說的注入拉擠(RTM-Pultrusion),特別對大型復雜物品來說,很有必要。但對樹脂和模具設計有一定的要求。</P>
作者: 鄧海岸 時間: 2004-12-17 15:21
標題: 促進劑先生,我的空間能否開點小灶?
<B>以下是引用<I>促進劑</I>在2004-12-17 14:27:26的發言:</B>
圖片問題可以參看公告,有個貼圖連接,目前論壇空間有限,不能隨意開放貼圖權限,不過我正在想辦法解決服務器的問題,相信很快就可以隨便貼圖和上傳文件了!
<>因為我的碩士論(認)文就是純粹關于拉擠的,我應該把它傳上來與大家共同(國)控討,對從事拉擠的技術人員或生產廠家可能會有益處。先謝了,促進劑先生。</P>
[此貼子已經被作者于2004-12-18 22:41:27編輯過]
作者: laney 時間: 2004-12-17 15:34
呵呵!我僅代表我個人同意!幫你頂頂~~~[em01][em01][em01]
作者: 鄧海岸 時間: 2004-12-17 16:09
摘</B> </B>要</B><p></p></B></P>乙烯基酯樹脂拉擠工藝(簡稱VER Pultrusion Process)是國內外近年來迅速發展的一種低成本高品質復合材料制造技術,其制品以獨特的性能而被廣泛應用于結構、防腐、電力、建筑等諸多領域。但對其工藝的研究論文少見發表,有些VER拉擠產品性能也名不符實,本文依此而立。<p></p></P> 本文在拉擠工藝共性理論的指導下,通過對VER分子結構及其固化行為的分析,采用“特殊”SPI凝膠試驗法,在大量試驗的基礎上確定VER拉擠配方初型和最佳成型溫度區域,再通過10mm棒在線試驗,以“性能容忍速度”恒大于等于“工作效率容忍速度”作為指標來確定其工藝參數,并通過成型物中心溫度在線測量對配方及工藝參數的合理性進行驗證。并在前人大量工作的基礎上對VER拉擠工藝過程進行了數值模擬。通過用戶委托產品驗證,本文配方和工藝參數設計過程及結論對VER拉擠工藝具有一定的指導作用。<p></p></P>1. 模具溫度設置采用前低后高對VER拉擠工藝來說是合理的,與VER固化過程的先快后慢相對應。</P>2. 每一樹脂配方體系都有最佳成型溫度區域,并不是越高越好,在某一溫度范圍內體系的反應速率并不是溫度的增函數。</P>3. 為了提高VER的拉擠速度,固化劑的總量在UPR的基礎上提高一個百分點是可行的。鈷鹽催化體系對提高生產效率很有幫助,但模具入口的冷卻及適量阻聚劑的加入很有必要。</P>4. 本文的拉擠配方及工藝參數對壁厚少于10mm的VER拉擠制品只要稍加調整可以采用。</P>5. 拉載模型的建立對選擇拉擠機的工作參數具有一定的指導意義。</P>目</B> </B>錄</B><p></p></B></P><p> </p></B></P><p> </p></B></P>第一章 </B>緒論</B><p></p></B></P>§1.1 課題來源及其意義<p></p></P>§1.2 國內外的研究現狀及發展<p></p></P>§1.3 本文的工作重點<p></p></P>第二章 </B>UPR</B>拉擠工藝介紹及VER</B>拉擠工藝預測</B><p></p></B></P>§2.1 UPR拉擠工藝介紹<p></p></P> 2.1.1 UPR拉擠工藝示意圖<p></p></P> 2.1.2 主要原輔材料<p></p></P> 2.1.3 成型物在熱模中的過程行為<p></p></P> 2.1.4 UPR拉擠工藝成敗不等式<p></p></P> 2.1.5 關于拉擠速度的幾個問題<p></p></P> 2.1.6 樹脂在模具中的相對運動<p></p></P>§2.2 VER拉擠工藝預測<p></p></P> 2.2.1 VER分子結構及性能特點<p></p></P> 2.2.2 VER與UPR固化行為的比較<p></p></P> 2.2.3 VER拉擠工藝預測<p></p></P>第三章 </B>VER</B>拉擠工藝配方設計及其工藝參數</B><p></p></B></P> VER拉擠配方設計<p></p></P> §3.1 引發體系的確定<p></p></P>3.1.1 常用熱固化引發劑<p></p></P>3.1.2 引發劑活性的評價方法<p></p></P>3.1.3 引發劑的選用<p></p></P>3.1.4 復合引發體系<p></p></P>3.1.5 VER拉擠配方試驗方案<p></p></P>§3.2 工藝參數的確定<p></p></P> 3.2.1 普通VER拉擠配方工藝參數的確定<p></p></P> 3.2.2 快速固化VER拉擠配方工藝參數的確定<p></p></P>§3.3 成型物中心溫度在線測量<p></p></P>3.3.1試驗設備<p></p></P>3.3.2試驗結果</P>§3.4配方及工藝參數的局限性及其優化方向</P>第四章 </B>VER</B>拉擠工藝模型</B><p></p></B></P>§4.1 拉擠工藝模型發展簡介<p></p></P>§4.2 熱化學模型<p></p></P> 4.2.1 VER拉擠工藝的反應動力學模型<p></p></P> 4.2.2 VER拉擠工藝的熱傳導方程<p></p></P> 4.2.3 VER拉擠工藝的系統方程<p></p></P>§4.3 VER拉擠工藝的拉載模型<p></p></P> 4.3.1 工藝過程中拉載的影響因素<p></p></P> 4.3.2 拉載表達式<p></p></P> 4.3.2.1 整體思路<p></p></P> 4.3.2.2 關于拉載表達式的幾個問題<p></p></P>4.3.3 拉載對工藝缺陷的響應<p></p></P>第五章 </B>總結</B><p></p></B></P>參考文獻</B><p></p></B></P> </P>
作者: 鄧海岸 時間: 2004-12-17 16:15
第一章</B> </B>緒論</B><p></p></B></P><p> </p></B></P>§1.1 </B>課題來源及其意義</B><p></p></B></P> 本課題旨在對樹脂基復合材料拉擠工藝的技術與機理進行探討。</P>樹脂基復合材料有多種成型方法,拉擠(Pultrusion)是其中自動化程度最高、產品質量最穩定、原材料利用率最高的先進制造工藝。拉擠制品不但具有其它樹脂基復合材料的共性,而且具有其獨特的軸向性能和連續性能,從而在結構、防腐、電力、建筑、交通及體育用品等領域得到了廣泛應用。</P>復合材料的性能一般由其制造方法、結構形式、組成物構成等決定,對組成物來說,樹脂基復合材料主要由樹脂基體和增強材料兩部分組成,在增強材料一定的情況下,樹脂基體對復合材料的性能起著至關重要的作用。而乙烯基酯樹脂(VER)具有優異的性能價格比,與增強材料間的界面作用能高,優良的斷裂延伸率,以及其在耐腐蝕領域更是性能突出,因此將拉擠工藝(Pultrusion Process)與VER有機組合在一起將是一件有意義的工作。</P>我國的拉擠工作者雖然在VER拉擠工藝中做了大量的實際工作,但僅僅是在不飽和聚酯樹脂(UPR)拉擠工藝的基礎上進行簡單的“嫁接”,沒有針對VER樹脂的特殊性進行深入細致的個性研究,因此產品性能也就名不符實了。在拉擠工藝共性理論基礎上,探索其固有個性,以提高我國VER拉擠工藝的整體水平和產品質量將是一個刻不容緩的問題。[32][43][44]<p></p></P><p> </p></B></P>§1.2 </B>國內外的研究現狀及發展</B></P> 樹脂基復合材料拉擠工藝出現于50年代初期的美國,1956年Morrison Molded Fiber Glass公司開始用拉擠工藝生產建筑型材并成為拉擠工藝發展的早期領導者[8]。70年代以后,拉擠復合材料制品和工藝逐步走向標準化、規范化。80年代至今其工藝和制品的應用領域得到了迅速的發展。我國對拉擠工藝的研究始于60年代中期,北京玻璃鋼研究設計院、武漢工業大學、哈爾濱玻璃鋼研究所、上海玻璃鋼研究所、秦皇島耀華玻璃鋼廠、西安絕緣材料廠等在這一領域做了大量的研究和應用開發工作,但基體主要集中在UPR和環氧樹脂(EPR),而采用VER和酚醛樹脂(PHR)作為基體少有涉及(本文作者與人合作于1998年對PHR拉擠工藝進行了近一年的研究)。由于拉擠制品應用領域的不斷擴大,環境對制品的性能價格比要求進一步提高,VER拉擠制品應運而生。從國內外復合材料刊物所發表的文獻情況來看,對VER拉擠工藝研究論文少有發表,只是對VER的合成及其制品性能進行評價的論文較多。對拉擠工藝的共性問題,國外學者進行了大量的研究工作,現階段的熱點主要集中在對拉擠工藝模型的完善和發展及計算機技術的應用、拉擠產品的開發及性能研究、熱塑性復合材料拉擠工藝研究、拉擠工藝的技術改進研究(如RIM-Pultrusion、環形拉擠、原位拉擠、編織輔助拉擠等)等。客觀地講,現階段我國的拉擠工藝技術水平還處于發達國家80年代初期的水平,由于沒有專業的科研機構及大專院校的加盟,加之我國生產力水平及原輔材料的制約,故技術發展速度較慢,甚至于各企業在激烈的市場競爭中把生產過程中獲得的一些實踐經驗都作為一種“技藝”而加以保密。因此提高我國的整體拉擠技術水平是一項緊迫而艱巨的任務。對拉擠工藝而言,提高生產效率、降低成本、充分發揮產品的性能將是研究工作的永恒主題,VER拉擠工藝的研究也不例外。</P><p> </p></B></P>§1.3 </B>本文的工作重點</B></P>本文從實際出發,利用簡單有效的試驗手段對VER拉擠工藝進行研究,具體工作如下:</P>1. 由于UPR和VER具有相似的固化機理,故本文首先對UPR拉擠工藝進行了詳盡的介紹,以求對拉擠工藝有比較完整的理解。</P>2. 利用“特殊”SPI凝膠試驗法,以表征凝膠狀態時間參數Δt(固化時間與凝膠</P>時間之差)、峰值溫度T及固化物狀態為指標確定了VER拉擠配方的初型。</P>3. 在利用“特殊”SPI凝膠試驗法確定樹脂配方體系的最佳成型溫度區域的情況下,通過在線試驗,以固化物的彎曲強度、外觀狀態及其中心部位的巴氏硬度為指標確定了工藝參數。</P>4. 通過成型物中心溫度的在線測量,對配方及工藝參數的合理性進行了驗證。</P>5. 在前人大量工作的基礎上,對VER拉擠工藝過程進行了數值模擬,并對工藝過程中拉載對工藝缺陷的響應進行了分析并提出了解決缺陷的方案。</P>
作者: fullmark-yjh 時間: 2004-12-17 16:34
<B>以下是引用<I>pultrusion</I>在2004-12-17 15:10:19的發言:</B>
>
<>Fullmark-yjh先生,這種拉擠方式叫動態RTM,也就是我們平時說的注入拉擠(RTM-Pultrusion),特別對大型復雜物品來說,很有必要。但對樹脂和模具設計有一定的要求。</P>
<>看這種工藝可能很好實現熱塑性復合材料成型啊!
<>(圖發的不錯,頂一下!!!就是能再看清晰一點就好了!)</P>
作者: 促進劑 時間: 2004-12-17 17:22
<>如果樓主對貼圖空間要求比較大的話可以用這個連接來貼:</P>
作者: 鄧海岸 時間: 2004-12-18 11:24
標題: 電線桿是這樣生產的
<>
這樣電線桿的生產工藝實圖就全了,從這理我們可以看到:</P>
<>1、對耐候性有強烈要求的產品,表面必須有聚酯氈(veil);</P>
<>2、產品的截面設計比純粹的圓的在整個長度方向上的剛度要大得多;</P>
<>3、預成型模的設計和位置安排、紗的路徑分配對工藝過程的連續性至關重要;</P>
<>4、注入拉擠的浸膠方式對產品質量、環境、工藝的簡潔、連續性要求,我們有目共睹;</P>
<>5、對特定的產品,牽引方式我們不能墨守成規。等等。</P>
作者: 鄧海岸 時間: 2004-12-18 11:43
</B>
<>注意:各位先生,文章中不到之處敬請指正,參考資料部分都有說明,不涉及任何人的權利問題。</P>
<>另外,本文完成于1998底,對新材料的介紹當然不能同日而語,請多涼解。</B></P>
<>第二章</B> UPR</B>拉擠工藝介紹及</B>VER</B>拉擠工藝預測</B>
<></B>
<>
<>
<>§2.1 UPR</B>拉擠工藝介紹</B>
<> 在牽引力作用下,將浸漬樹脂的增強材料連續通過加熱模而使之固化成型的一種復合材料成型方法,我們叫拉擠(Pultrusion)。根據所用樹脂基體不同,拉擠工藝分為熱固性拉擠和熱塑性拉擠,本文僅限于前者研究。在熱固性拉擠工藝中又分為UPR拉擠、EPR拉擠、VER拉擠和PHR拉擠等。由于UPR和VER固化機理的相似之處,下面先介紹UPR拉擠工藝,以求對復合材料拉擠制造工藝有一個簡單的認識,并為以后對VER拉擠工藝的研究打下基礎。
<><B>2.1.1 UPR</B><B>拉擠工藝示意圖
<></B>
<P><B>(略)
<P></B>
<P>
<P>
<P><B>2.1.2 </B><B>主要原輔材料
<P></B>
<P>1.樹脂基體
<P>樹脂基體將增強材料粘接成一個復合材料整體,并起著傳遞和均衡載荷的作用,它決定纖維增強復合材料(FRP)的耐熱性、耐化學腐蝕性、耐候性、阻燃性、絕緣性及電磁性能等,同時對FRP的抗沖擊等力學性能都有不同程度的影響。根據拉擠工藝的要求,樹脂基體應具有如下性能:
<P>1)粘度低以便快速浸透增強材料;
<P>2)較短固化時間和較長的適用期,以達到連續拉擠快速固化的要求;
<P>3)良好的熱強度和粘接性,以滿足連續脫模并使制品具有良好的力學性能。[43]
<P>
<P>2.增強材料
<P> 增強材料是纖維增強復合材料(FRP)的骨架,它從根本上決定了拉擠制品的主要力學性能。拉擠工藝中使用最多的增強材料為無捻粗紗,它提供制品的軸向強度。為了提高制品橫向強度常采用纖維連續氈、短切氈等氈狀纖維制品增強。為了提高制品耐腐蝕性、耐老化性及改良制品的表面性能,常采用聚酯表面氈。另外,在復雜截面拉擠制品(如窗框型材)中還常用到纖維膨體紗來彌補橫向氈狀增強材料的變形性。增強材料中用得最多的是玻璃纖維及其制品,為了滿足制品的特殊性能要求,也經常用到碳纖維、Kevlar纖維等,但其必須與合適的基體相匹配才能發揮其應有的作用。
<P>3.引發體系
<P>引發劑的作用是產生游離基,從而引發含不飽和雙鍵樹脂的自由基鏈式聚合反應,達到交聯固化的目的。常用引發劑有TBPO、BPO、TBPB、TCPB、CHP、MEKP等。為了達到快速固化的目的,常采用高低溫引發劑聯用的引發體系。其作用機理是:低溫引發劑在較低溫度下迅速分解,產生游離基,引發聚合反應,放出熱,使體系溫度升高,當溫度達到高溫引發劑的臨界分解溫度時,高溫引發劑迅速分解,產生大量游離基,引發劇烈的聚合反應,從而達到在較低成型溫度下快速固化的目的。
<P>
<P>一般情況下,把高溫引發劑作為主引發劑完成體系的固化任務,低溫引發劑起助引發作用。因此,在兩者的比例關系上要分清主次。此外,引發劑的總量要適中,如果為了提高拉擠速度而一味增加引發劑的量,勢必會導致聚合鏈長變短并產生裂紋而嚴重影響制品性能。
<P>
<P>4.內脫模劑
<P> 拉擠工藝中使用內脫模劑的作用是使成型物在動態過程中連續脫模。為了達到順利脫模的目的,內脫模劑分子必須含有弱極性基團和非極性基團,前者使之在樹脂基體中均勻分散,后者在成型物與模具內壁之間形成潤滑隔離層,降低其之間的摩擦和粘滯力。對拉擠工藝用內脫模劑來說,必須在樹脂凝膠前從樹脂相遷移到成型物外表,否則不但起不了脫模作用,相反還會嚴重影響制品性能。因為脫模劑在固化產物中以單獨相存在,這將嚴重影響樹脂與纖維的接合界面。陳平[36]等根據相分離的熱力學和動力學理論,利用Stokes-Einstein方程推導出內脫模劑從基體樹脂中遷移到成型物表面所需的時間td:
<P> (2.1)
<P>式中:RB為內脫模劑的均方半徑;ηA為樹脂粘度;K為波爾茲曼常數;T為模具區的絕對溫度;CB為脫模劑的濃度。
<P>
<P>從公式可以看出,當凝膠過程一開始,體系粘度將急劇增加,較大尺寸的分子運動將被凍結,此時脫模劑的遷移時間td將趨向于∞,即在工藝過程中根本就沒有遷移出的可能性,因此脫模劑的遷移過程必須在樹脂凝膠化之前完成。當成型物進入模具口時,由于纖維的徑向運動趨勢,成型物中的樹脂會向表層運動,在成型物表面形成很薄的富樹脂層。由于表面溫度高,富樹脂層中的脫模劑分子發生相分離向表層遷移的時間就大大縮短。當然成型物中間的脫模劑分子也會向表面遷移。如果遷移路徑太長,在樹脂開始凝膠時還沒遷移到表面,就被凍結在成型物中單獨成相,往往這種可能性占很大比例。因此在滿足工藝要求的前提下,脫模劑的量一定要通過試驗控制到最低,以免影響產品性能。由上面的分析可知,遷移時間公式是針對表層很薄的富樹脂層,故未出現遷移距離。另外,從公式中還可以看出,每一種脫模劑必須同一定的樹脂體系及工藝條件相適應,才能確保脫模過程的順利進行。有時復合脫模劑的使用會有意想不到的效果。表2.1為拉擠工藝常用內脫模劑。
<P>
<P>
[此貼子已經被作者于2004-12-19 12:01:12編輯過]
作者: 鄧海岸 時間: 2004-12-18 12:27
標題: 各位看看,這是什么?
這就是在我國現在炒得很熱的玻璃鋼螺紋(rebar),它的特點是能夠制成彎曲的!!!美國已在我國的廣東設廠。
[此貼子已經被作者于2004-12-18 12:28:24編輯過]
作者: 鄧海岸 時間: 2004-12-18 12:34
標題: Optic fiber cable strength member
<>
</P>
<>還有一張圖,又傳不上來了,促進劑先生有限制的,obey! 明天。</P>
作者: 鄧海岸 時間: 2004-12-18 13:05
<B>Standards( 與拉擠相關的美國材料學會標準)</B></P>The Following Standards are useful in relationship to Pultrusions.</P>ASTM C-177-85 <B>Heat Flux
</B>ASTM D-149-87 <B>Dielectric Strength
</B>ASTM D-229-86 <B>Testing Rigid Sheet for Electrical Insulation (Ladder)
</B>ASTM D-256-87 <B>Impact Resistance
</B>ASTM D-495-84 <B>Electrical Resistance
</B>ASTM D-570-81 <B>Water Absorption
</B>ASTM D-635-81 <B>Flammability
</B>ASTM D-638-87b <B>Tensile Strength
</B>ASTM D-695-85 <B>Compressive Strength
</B>ASTM D-696-79 <B>Thermal Expansion
</B>ASTM D-709-87 <B>Specifications for Laminated Thermosetting Materials
</B>ASTM D-732-85 <B>Shear Strength by Punch
</B>ASTM D-790-86 <B>Flexural Strength
</B>ASTM D-792-86 <B>Specific Gravity
</B>ASTM D-953-87 <B>Bearing Strength
</B>ASTM D-1499-84 <B>Weathering
</B>ASTM D-1505-85 <B>Density
</B>ASTM D-2344-89 <B>Interlaminar Short Beam Shear Strength
</B>ASTM D-2583-87 <B>Hardness
</B>ASTM D-2584-85 <B>Ignition Loss
</B>ASTM D-3647-84 <B>Classifying Pultruded Shapes
</B>ASTM D-3846-85 <B>In-plane Shear Strength
</B>ASTM D-3914-84 <B>In Plane Shear
</B>ASTM D-3916-84 <B>Tensile
</B>ASTM D-3917-88 <B>Dimensional Tolerances
</B>ASTM D-3918-80 <B>ultrusion Terms
</B>ASTM D-4385-88 <B>Visual Defects
</B>ASTM D-4475-85 <B>Short Beam Shear Strength
</B>ASTM D-4476-90 <B>Flexural Properties
</B>ASTM E-84-87 <B>Tunnel Beam Test
</B>ASTM E-662-83 <B>Smoke Chamber
</B>ASTM E-831-86 <B>Linear Thermal Expansion (CTE)
</B>ASTM F-1092-94 <B>Handrails
</B>ASTM G-23-81 <B>Weathering
</B>ASTM G-53-84 <B>Weathering</B></P>
作者: 鄧海岸 時間: 2004-12-18 20:30
<>請各位發表自己的看法,隨便談,不要我一個人唱戲,這樣沒有任何意義。</P><>特別感謝促進劑先生、Laney先生、本版主及其它各位同行對我的支持,過幾天我又要上班去了,但我會一如既往地支持本論壇并將它介紹給我的同事和所有我認識的玻璃鋼行業朋友。</P><>有時間在北京的朋友,有事別忘了我。祝圣誕快樂!</P><> 鄧海岸 2004-12-18</P>
作者: 促進劑 時間: 2004-12-18 20:50
謝謝樓主費心,你的帖子是本論壇少有的精華,希望你能經常來探討交流,帶來一些新技術,新信息!
作者: 促進劑 時間: 2004-12-18 20:52
樓主是哪個學校畢業的?如果方便講的話. 專業也可以說說![em04]
作者: 鄧海岸 時間: 2004-12-18 22:02
標題: 自白
<B>以下是引用<I>促進劑</I>在2004-12-18 20:52:41的發言:</B>
樓主是哪個學校畢業的?如果方便講的話. 專業也可以說說![em04]
<>玻璃鋼/復合材料(哈爾濱建筑工程學院,指導教師:謝懷勤教授)-------材料學(武漢理工大學,指導教師:李卓球教授)
<>可千萬別給老師丟臉,有問題一起討論,與我的老師無關,謝謝。</P>
作者: laney 時間: 2004-12-18 22:18
<>哈哈!又一個馬房山下來的~~~~~~鄧兄客氣啦!也難怪我們不認識了,是謝、李二位教授的得意門生唆~~~~~~兩位教授可是我一直仰慕的~~~~~~</P>[em04]
[此貼子已經被作者于2004-12-18 22:21:23編輯過]
作者: 促進劑 時間: 2004-12-18 22:51
快暈了,又是馬房山下來的....[em06]
作者: 鄧海岸 時間: 2004-12-19 09:54
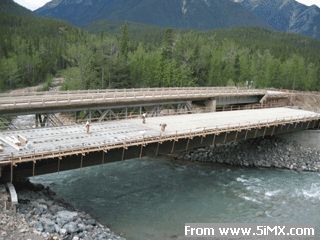
標題: G-rebar在橋梁和公路上的應用實例
G-rebar在橋梁和公路上的應用實例
作者: 鄧海岸 時間: 2004-12-19 10:40
<>
G-rebar在橋梁和公路上的應用實例</P>
<>



</P>
[此貼子已經被作者于2004-12-19 10:55:58編輯過]
作者: 鄧海岸 時間: 2004-12-19 11:12
<>G-rebar在醫院核磁共振室上的應用(hospital MRI rooms),其實對電磁波敏感的建筑用G-Rebar 是最好的,也是必須的。</P>
<>


</P>
[此貼子已經被作者于2004-12-19 11:18:46編輯過]
作者: 鄧海岸 時間: 2004-12-19 11:41
<>再看看G-rebar在高層建筑上與鋼筋的混合使用情況:</P><>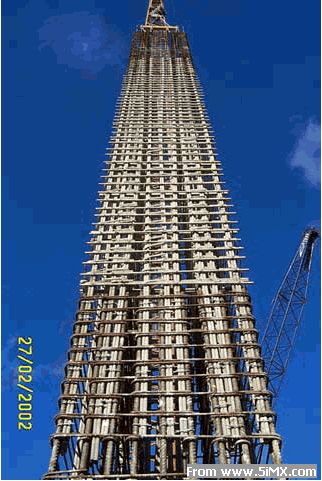



 </P>
</P>
作者: 鄧海岸 時間: 2004-12-19 12:08
標題: 論文(續)
<>表2.1 拉擠工藝常用內脫模劑</P>
<>(略)
在UPR拉擠工藝中還經常用到填料、顏料糊、低收縮添加劑(LPA)、防止相分離助劑、纖維填料潤濕助劑等。表2.2是Al(OH)3填料對拉擠復合材料部分力學性能的影響[41],表2.3是拉擠工藝常用助劑。</P>
表2.2是Al(OH)3填料對拉擠復合材料部分力學性能的影響
<p>
<>(略)
表2.3拉擠工藝常用助劑
<p>
<p>
<>(略)
<p>
<p>
<p><B>2.1.3 </B><B>成型物在熱模中的過程行為
<p></B>
<p>
拉擠成型最基本的工藝過程是在加熱模具內完成的,了解模具內發生的各種化學和物理變化是理解這種工藝的前提,因此有必要對成型物在熱模中的過程行為進行分析。
<p>
對成型物中的增強材料來說,在熱模中不會有大的物理化學變化,因此,此處的成型物特指樹脂基體部分。當成型物進入熱模時,由于模具的傳熱,樹脂粘度顯著降低,從而充分浸漬纖維。此階段引發劑已部分分解,但由于樹脂中阻聚劑的存在及引發劑分解量不足,聚合反應不會發生,進入誘導期;隨著成型物向高溫方向移動,熱傳遞進一步進行,體系溫度繼續升高,當達到引發劑的臨界分解溫度時,引發劑大量分解產生游離基,當阻聚劑消耗完畢,聚合反應發生。當聚合至一定程度時,凝膠開始,此時體系溫度急劇上升,樹脂基體變成不能自由流動的彈性體。
<p>
<p>
由于成型物是一個由外向里的傳熱過程,所以樹脂基體在模具中形成“鍋狀”的凝膠區。當成型物固化交聯引起的體積收縮和模具的熱膨脹少于成型物熱膨脹而導致的體積擴大時,成型物對模具內壁產生很大的正壓力,而此正是拉擠工藝成敗之關鍵所在:一方面使制品密實且獲得光滑的表面;另一方面有利于脫模劑的成膜。拉擠工藝的“動態模壓”說法由此而來,同時也說明了“拉擠”而非“擠拉”的主客關系。
<p>
<>隨著反應的進行,樹脂固化度增大,放熱量減少,體系溫度降低,當熱膨脹引起的成型物體積擴大不足以抵消由于樹脂交聯而導致的體積縮小時,成型物與模具內壁脫離進入熟化狀態,之后離開模具出口。[29]成型物在模具過程中的行為及與環境的關系見圖2.2</P>
[此貼子已經被作者于2004-12-19 12:13:15編輯過]
作者: bamstone 時間: 2004-12-19 12:51
馬房山是培養玻璃鋼的搖籃啊
作者: 鄧海岸 時間: 2004-12-20 12:00
標題: vacuum pultrusion(真空拉擠)
<>
</P>
<>Vacuum Pultrusion
</P>
<><I>This is a Teaching Company Scheme project supported by Tufnol Engineering, Perry Barr, Birmingham. The Teaching Company Associate is Dr Andrew Hulme</I>
<>Vacuum Pultrusion is a novel process for continuous manufacture of glass reinforced composite profiles.
The distinguishing feature of the process is the simultaneous manufacture of a lightweight core and a glass-fibre reinforced resin skin.
The cored profile is cost-competitive with a hollow profile such as a tube or channel manufactured by conventional pultrusion but its construction eliminates the need for a fixed steeel mandrel within the die. This has the advantages of
<>
reducing the cost of tooling
reducing considerably the pullling force
providing more uniform temperature control during manufacture
<>
Manufacture of a Curtain PoleOne of the first commercial applications for this technology is the manufacture of a curtain pole. This will replace non-sustainable hardwood poles. The requirements of a pole include
<>
Low Cost
Stiffness
Straightness
Damage Resistance
Attractive Surface finish
<>
The cross-section of a pole comprises a core made up of a mixture of expanded clay and a thermosetting resin, and a skin that is made up of a an inner veil of fabric, a composite of glass rovings and resin, and an outer veil that is printed with an attractive pettern.
<>It is manufactured by combining a vacuum delivery system downstream of a resin-injection pultrusion die.</P>
[此貼子已經被作者于2004-12-20 12:48:32編輯過]
作者: 鄧海岸 時間: 2004-12-20 12:57
標題: 看過這么大的拉擠產品嗎?
KAZAK公司的世界上最大的拉擠設備和產品。
作者: laney 時間: 2004-12-20 13:03
沒看過,多大?
作者: 鄧海岸 時間: 2004-12-20 13:07
標題: 這個也夠大的,夾芯拉擠產品:
<B>以下是引用<I>laney</I>在2004-12-20 13:03:31的發言:</B>
沒看過,多大?
好大好大啊!!哈哈。
作者: cbbyx 時間: 2004-12-20 13:43
鄧先生,一專家也,吾欲學習之。
作者: 鄧海岸 時間: 2004-12-20 14:09
標題: 師夷之長技以制夷。
<B>以下是引用<I>cbbyx</I>在2004-12-20 13:43:46的發言:</B>
鄧先生,一專家也,吾欲學習之。
<>多給我提點問題,多給我點壓力,多給我回貼,慢慢就會成為朋友。
<>如果能對我國的拉擠產業有所貢獻,那就好了,我國的拉擠產業無序競爭,令人耽心。</P>
作者: 鄧海岸 時間: 2004-12-20 14:16
<>有個面熟,請促進劑先生別刪:</P>
<>
</P>
[此貼子已經被作者于2004-12-20 14:21:55編輯過]
作者: 促進劑 時間: 2004-12-20 14:28
呵呵,認識了!那個水電站是哪里的!我也修過水電站,當時的全球第三大...二灘!
作者: laney 時間: 2004-12-20 14:33
<B>以下是引用<I>cbbyx</I>在2004-12-20 13:43:46的發言:</B>
鄧先生,一專家也,吾欲學習之。
<>鄧兄,一專家也,吾正學習之,呵呵!</P>[em23][em23][em23]
作者: laney 時間: 2004-12-20 14:36
<><B>師夷之長技以制夷</B></P><>好!好!好!</P>[em17][em17][em17][em17][em17][em17]
作者: 鄧海岸 時間: 2004-12-20 14:47
標題: 大壩真大!!!
<B>以下是引用<I>促進劑</I>在2004-12-20 14:28:59的發言:</B>
呵呵,認識了!那個水電站是哪里的!我也修過水電站,當時的全球第三大...二灘!
<>促進劑先生,那是三峽大壩啊!!!下圖是哈爾濱太陽島啊!!!</P>
作者: 鄧海岸 時間: 2004-12-20 14:54
標題: Thank you for your fine flower!
<B>以下是引用<I>laney</I>在2004-12-20 14:33:03的發言:</B>
。
<>鄧兄,一專家也,吾正學習之,呵呵!</P>[em23][em23][em23]
<>真漂亮,red rose!
<>再看看pullwinding工藝圖:</P>
<>


</P>
[此貼子已經被作者于2004-12-20 15:02:17編輯過]
作者: laney 時間: 2004-12-20 15:10
鄧兄,拉繞管道可做最大管徑是多少??
作者: 鄧海岸 時間: 2004-12-20 17:13
管徑的大小主要由模具和你使用的設備限制,我在英國見過最大的也就150mm,另外我有一難得的拉繞樣品,是美軍留在伊拉克戰場上的,有空大家來看看,肯定會開眼界。
作者: 洋洋得意 時間: 2004-12-20 18:27
專家啊!專家!我要把這個話題整體收藏!那幾個圖片非常棒,少有![em44]
作者: jiahaohui 時間: 2004-12-20 20:44
<>真正的專家!</P>
作者: 促進劑 時間: 2004-12-20 23:03
<B>以下是引用<I>pultrusion</I>在2004-12-20 14:47:44的發言:</B>
!
<>促進劑先生,那是三峽大壩啊!!!下圖是哈爾濱太陽島啊!!!</P>
<>我不是說這是二灘,我是說我修過二灘,呵呵!</P>
作者: laney 時間: 2004-12-21 00:36
<>對啊!知道老大你為二灘抬過條石壘大壩,嘿嘿!!![em01][em01][em01]</P><>另,鄧兄:我問現拉繞工藝能做的最大口徑是???</P>
作者: fullmark-yjh 時間: 2004-12-21 08:19
圖片、內容豐富。嘆為觀止!
作者: jiahaohui 時間: 2004-12-21 08:43
<>呵呵!我已把圖片都收藏了,即使將來沒有機會搞它,也好留作紀念!</P><>真的太棒了!</P><>由衷感謝pultrusion先生!</P>[em27]
作者: biyebo 時間: 2004-12-21 09:03
同感!我也要收藏!
作者: 促進劑 時間: 2004-12-21 10:27
<B>以下是引用<I>pultrusion</I>在2004-12-20 17:13:03的發言:</B>
管徑的大小主要由模具和你使用的設備限制,我在英國見過最大的也就150mm,另外我有一難得的拉繞樣品,是美軍留在伊拉克戰場上的,有空大家來看看,肯定會開眼界。
<>火箭筒?</P>[em04]
作者: 鄧海岸 時間: 2004-12-21 10:47
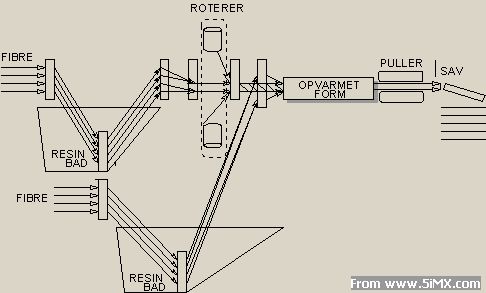
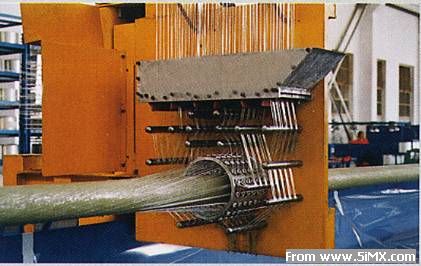
標題: pultrusion有人說是coutinous resin transfer molding(連續RTM),我們看看圖就知道,
<>
</P>
<>仔細看它的原材料供給系統,包括樹脂和增強材料。</P>
作者: 鄧海岸 時間: 2004-12-21 11:59
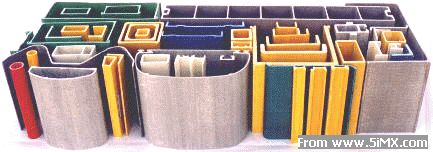
標題: 看看這些空心板及連接件
看看這些空心板及連接件
作者: 鄧海岸 時間: 2004-12-21 12:06
(略)</P>圖2.2成型物在熱模中的過程行為示意圖</P><B>2.1.4 UPR</B><B>拉擠工藝成敗不等式<p></p></B></P>Outwater[31]在其論文中針對凝膠區提出了拉擠工藝不等式模型。將圖2.2的BC處放大后如下圖2.3所示:</P><p> (略,如果有人提出要求再上傳)</p></P></P>圖2.3凝膠區局部放大圖</P>設凝膠區成型物與模具內壁的粘滯剪應力為Tadh,錐型凝膠區厚度最小處為t,凝膠體的熱拉伸強度為Sgel,凝膠區寬度為Y,為了使拉擠工藝順利進行,則必須滿足:(略)</P> (2.2)</P>注意:Sgel只對成型物表面的富樹脂層而言,如果忽略其中微乎其微的纖維,那么Sgel應等于純樹脂凝膠時的熱拉伸強度。</P> 結合UPR拉擠工藝,為使上述不等式成立,可采取如下措施:</P> 1.為了縮短凝膠區長度Y,可采用快速固化樹脂體系和(或)提高凝膠區模具溫度,下策是降低拉擠速度,否則將導致凝膠區粘模而堵塞(Collar)。</P> 2.使用高效內脫模劑,減少凝膠區內成型物與模具內壁的粘滯剪力Tadh和(或)提高成型模工作面的光潔度,否則將導致凝膠區粘模而堵塞(Collar)。</P> 3.通過增加增強材料的體積含量來減少成型物表面的富樹脂層厚度,以最大限度提高t值,另外更快的固化速度對t值也有貢獻。但是t值太大將導致制品掉末(Pill產生)。</P> 4.為了提高樹脂凝膠時的熱強度,合理的樹脂配方和填料的加入對此也有幫助。</P><p> </p></P><B>2.1.5 </B><B>關于拉擠速度的幾個問題<p></p></B></P> 拉擠線速度是拉擠工藝中最重要的工藝參數,它直接影響產品質量和生產效率,它將隨著樹脂體系、產品幾何參數、加熱預熱方式、環境溫度的變化而調整,因此有必要對拉擠速度作進一步的說明。</P>1.預熱加熱方式對拉擠速度的影響</P> 對厚壁拉擠制品而言,為了達到一定的拉擠速度和阻止熱應力裂紋的產生,模具前的預熱是必須的,這是因為FRP材料的導熱系數很低,在工藝過程中,與模具內壁接觸的樹脂固化后阻止熱量向成型物中心傳遞,如果沒有足夠的熱傳導時間(即模具長度一定的情況下,拉擠速度降低到一定程度),凝膠區前端將超出模具出口,造成成型物中心固化度不夠,甚至由于成型物中心部分的放熱峰出現在模具外反應熱來不及散失而脹破成型物。所以對厚壁拉擠制品來說,為了達到一定的拉擠速度,減少成型物里外溫差,預熱是心須的。</P> 普通的熱傳導加熱方式,通過優化模具各區的溫度設置,能找到最佳的拉擠速度,但速度的真正“革命”必須跳出熱傳導的圈子。為了使成型物料里外溫度同時均勻上升(特別在EPR拉擠工藝中),國外使用射頻(RF)預熱已是成熟技術,即把RF發射器置于浸潤段和模具之間,濕態纖維/樹脂體進入模具入口前,在RF作用下產生瞬時分子摩擦熱,經過預熱后再進入鋼模具,這一所謂的“增效固化”技術能顯著地增加拉擠速度,特別對于大型制品;另外微波也被經常利用。電子束、紫外線等射線用于拉擠工藝,國外也正處于研究階段。</P>2.拉擠速度對峰值溫度、放熱峰位置以及凝膠區形狀與位置的影響</P>拉擠速度對峰值溫度、放熱峰位置以及凝膠區形狀與位置的影響見下圖2.4和圖2.5。值得說明的是,在圖2.4中,峰值溫度并不一定隨著拉擠速度的增加而降低,有時隨著配方及模具溫度的改變而有異常現象。</P>
作者: 鄧海岸 時間: 2004-12-21 13:48
<>作為纏繞與拉擠的主題,我們應該花1/2的時間以至更多來討論纏繞,因為它的市場與拉擠相比,我都不敢說話了,好了,今天我開個頭:</P><>見過這樣的纏繞方式嗎:</P><>
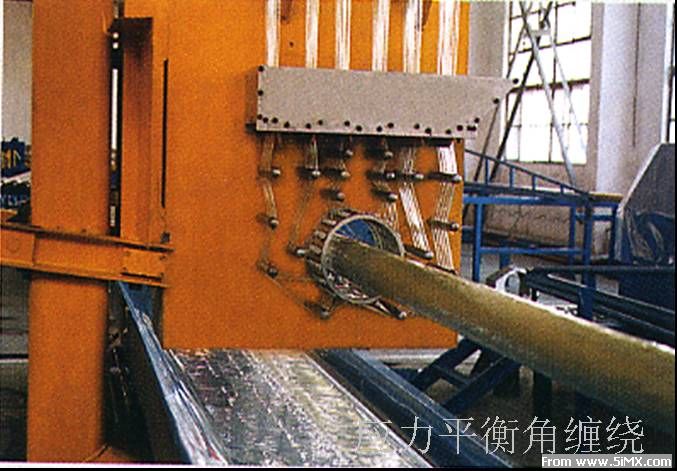
</P>
作者: biyebo 時間: 2004-12-21 14:44
精彩,本版斑竹一定要保護好此版面啊!
作者: 鄧海岸 時間: 2004-12-22 09:40
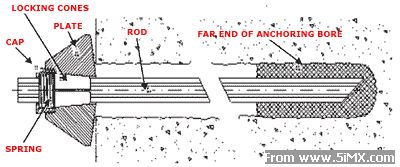
標題: 錨具(專題)
<>今天,我專門介紹一下形形色色的錨具,因為拉擠制品中,錨具占有一定的比例,以后我的方式是幾天介紹一件拉擠產品,主要以國外的為主,通常產品不在介紹之列。下面是ATP公司的S.I.C.S(System Integrated Consolidation Structural)產品:</P>
<>
</P>
作者: 鄧海岸 時間: 2004-12-22 09:46
標題: 錨具(續)
<>工作原理如下:</P>
[此貼子已經被作者于2004-12-22 9:47:06編輯過]
作者: 促進劑 時間: 2004-12-22 09:51
再學習!
作者: 鄧海岸 時間: 2004-12-22 10:01
標題: 錨具(續)
錨具(續)
作者: 鄧海岸 時間: 2004-12-22 10:07
標題: 錨具(續)





作者: 鄧海岸 時間: 2004-12-22 10:10
標題: 錨具(續)




作者: 鄧海岸 時間: 2004-12-22 10:29
標題: 錨具(續)





作者: 鄧海岸 時間: 2004-12-22 10:35
<>論文(續)</P>
<>4.拉擠速度對拉載的影響</P>
從圖2.5可以看出,隨著拉擠速度的增加,凝膠區在向模具出口方向移動的同時將拉長,凝膠體與模具內壁的剪應力作用區域將增大(但同時凝膠區的壓力降低),另外,凝膠區前段的粘滯阻力區將變長。所以,在其它條件不變的情況下,隨著拉擠速度的增加拉載有變大的趨勢。[29][32]
<p>
<p><B>2.1.6 </B><B>樹脂在模具中的相對運動
<p></B>
<p>成型物進入模具口后,纖維在拉力作用下將向中心位置移動,致使樹脂沿徑向輻射狀遷移到模具內壁界面上,此時的樹脂符合牛頓流體的行為[28],意味著模具內壁上的速度為零。離開模具壁小段距離以后,樹脂的運動速度將增加到一定水平,因此樹脂對模具內壁施加了粘滯拖曳(viscous drag)。隨著軸向運動的進行,樹脂開始凝膠,液-固界面的熱膨脹應力將迫使成型物中心液體樹脂相對纖維產生回流。脫離點(debond)(參見圖4.1)之后,凝膠樹脂將和纖維以同一速度運動(見下圖2.6)。[22][29]
<p>
<p>
<p></B>
<p>(略)圖2.6樹脂在模具中的相對運動
<p>§2.2 VER</B>拉擠工藝預測
<p></B>
<p> VER系六十年代發展起來的一類新型樹脂,如丙烯酸樹脂、丙烯酸環氧樹脂以及丙烯酸聚氨酯等。因為它是由環氧樹脂和含不飽和雙鍵的一元羧酸加成聚合的產物,其工藝性能和不飽和聚酯樹脂相似,化學結構上又和環氧樹脂相近,因而是綜合兩者長處而產生的一類新型樹脂。 本文VER特指由雙酚A環氧樹脂與甲基丙烯酸的加聚產物,即甲基丙烯酸環氧乙烯基酯樹脂,如美國Dow化學公司的DERAKANE 411系列樹脂、 日本的Ripoxy、臺灣上緯企業股份有限公司的SWANCOR901系列等。[1][2]
<p>
<p><B>2.2.1 VER</B><B>分子結構及性能特點
<p></B>
<p>VER的分子結構決定其固化行為和固化后的產品性能,如果將VER的分子結構與傳統的雙酚A富馬酸(反丁烯二酸)或間苯聚酯(I-UPR)相比較,則其優異的物理性能、耐化學性和固化性能就一目了然(見下圖2.7)。
<p>這些樹脂的化學侵蝕主要是通過酯基的水解,或未反應的碳碳雙鍵在氧化或鹵化時裂解而發生的。固化后的雙酚A富馬酸聚酯和間苯聚酯,其分子鏈上到處都有酯基,這就使它們非常容易發生水解。與酯基一樣,這些聚酯鏈上到處都隨機分布著未反應的碳碳雙鍵。而VER分子環氧骨架上酯基的缺少使其變得比聚酯樹脂更不容易受到化學侵蝕。并且VER樹脂上的酯基已被甲基所屏蔽,阻礙了酸堿等對酯基的攻擊。
<p>相比之下,聚酯樹脂由于其分子骨架含2到3倍的酯基,當然就更容易通過水解開裂。另外,VER只在分子鏈二端含活性雙鍵,固化時只在二端交聯,這就意味著分子鏈的整個長度在應力下是可以伸長的,同時因與增強材料界面強的作用能而可以較好地吸收力或熱的沖擊。因此,用VER制造的產品,在運輸,安裝,以及使用過程中,極耐微裂或開裂。作為對比,UPR的交聯在整個鏈上到處發生,這就增加了固化材料的脆性。 并且其在固化過程中必須有單體來幫助交聯,而VER對交聯單體是可有可無的,所以在固化產物中可以大大減少殘留單體的含量從而提高其耐腐蝕性。并可以通過改變分子鏈中重復單元的聚合度來滿足不同的性能要求,這此特性和優點總結在下圖2.8中。[1][2][15][38][39](略)
<p>
<p>
[此貼子已經被作者于2004-12-22 10:36:33編輯過]
作者: 葛正海 時間: 2004-12-22 19:28
<>天啊,你怎么把這些都弄出來了,你是不是缺心眼啊!我記得早就給你介紹過這個網站怎么才來啊。心里真是不平衡,竟然有的資料還沒讓我看過,一萬個不贊成!</P>
[此貼子已經被作者于2004-12-22 20:04:34編輯過]
作者: 葛正海 時間: 2004-12-22 19:34
<>太多了,看得我眼都痛。</P>
[此貼子已經被作者于2004-12-22 20:06:26編輯過]
作者: 鄧海岸 時間: 2004-12-23 13:48
<B>以下是引用<I>zhenh-ge</I>在2004-12-22 19:28:17的發言:</B>
<>天啊,你怎么把這些都弄出來了,你是不是缺心眼啊!我記得早就給你介紹過這個網站怎么才來啊。心里真是不平衡,竟然有的資料還沒讓我看過,一萬個不贊成!</P>
<>
<>把眼光放遠點、把思路放寬點才是啊!不培育好這個產業,到時我們這些搞專業的人吃什么?</P>
<>這個網站也是別人介紹的,檢索不到(可能關鍵詞有點問題罷),我著得它很好,我們這個行業的人應該感謝它的創始人!!!</P>
<>這一兩年,我幾乎把全世界的英語拉擠網站都查遍了(也記下來了,哪天你可以過來看看),這么多好東西不和大家分享不都可惜了嗎?至少也可以讓大家知道拉擠能干這么多東西。</P>
<>現今是信息共享、資源共享的社會,沒有必要那么小心眼才對。你幫別人,別人在關鍵時候才能幫你。</P>
作者: 鄧海岸 時間: 2004-12-23 14:57
<>檢查充氣電纜是否漏氣用的工具,很貴啊!</P>
<>

看看圖中的拉擠高速公路護欄、基站天線(中國有一、二家在生產它,不過*****)</P>
<>
</P>
[此貼子已經被作者于2004-12-23 15:09:28編輯過]
作者: 鄧海岸 時間: 2004-12-23 15:07
<>想想下面的型材干什么用的???</P><>

以前傳上來的、那老先生彎的那東西就是干這些用的:</P><>
承重結構板,用于橋梁、房板等等:</P><> </P>
</P>
作者: 洋洋得意 時間: 2004-12-23 15:58
<B>以下是引用<I>pultrusion</I>在2004-12-23 15:07:57的發言:</B>
<>想想下面的型材干什么用的???</P>
<>不會是鐵路的路軌吧!?如果是,我再也不做火車了!</P>[em01][em01][em01][em01]
作者: 還是不很懂 時間: 2004-12-23 20:54
<B>以下是引用<I>pultrusion</I>在2004-12-23 13:48:42的發言:</B>
<>
<>把眼光放遠點、把思路放寬點才是啊!不培育好這個產業,到時我們這些搞專業的人吃什么?</P>
<>這個網站也是別人介紹的,檢索不到(可能關鍵詞有點問題罷),我著得它很好,我們這個行業的人應該感謝它的創始人!!!</P>
<>這一兩年,我幾乎把全世界的英語拉擠網站都查遍了(也記下來了,哪天你可以過來看看),這么多好東西不和大家分享不都可惜了嗎?至少也可以讓大家知道拉擠能干這么多東西。</P>
<>現今是信息共享、資源共享的社會,沒有必要那么小心眼才對。你幫別人,別人在關鍵時候才能幫你。</P>
太同意了,我向你看齊!
作者: 龍飛龍翔 時間: 2004-12-23 21:03
<>鄧哥 小弟看完了 已經目瞪口呆 不會說話了~</P>[em17][em17][em17][em17][em17][em17][em17][em17]
| 歡迎光臨 FRP玻璃鋼復合材料論壇 (http://www.i-mod.cn/) |
Powered by Discuz! X3.5 |